Abstract: This article introduces the application of INVT overall solution in woven bag chromatic flexographic printing machine, the scheme uses INVT VS series HMI , AX70 medium PLC, DA200 servo system and GD20 VFD, the program has the advantages of complete support IEC61131-3 programming system, support EtherCAT field-real-time bus and cam synchronous control, etc., through this scheme can further improve the production speed of flexographic printing press, color accuracy and make it easy of use.
Preface
After entering the 1980s, flexography technology has developed rapidly, and the quality of flexographic prints has reached or approached the level of lithographic offset printing or gravure printing, so it has been widely used in packaging printing. Now in industrially developed countries, flexographic printing has occupied a dominant position in packaging printing.
At present, the old-fashioned woven bag printing machine synchronizes the printing roller and the traction roller by mechanical means, and different printing rollers need to be replaced when changing different printing sizes. This old-fashioned woven bag printing equipment has the disadvantages of high mechanical cost, few printing size choices, and long time taken by equipment operators to change printing sizes.
The woven bag flexographic printing equipment in this article controls the synchronous movement of the position of the servo-driven traction roller and the printing roller through the INVT AX70 PLC electronic cam function, so as to achieve the effect of printing any size of woven bag products without replacing the printing roller and the traction roller. This solution saves the cost of equipment and machinery, the printing size is flexible, and the operation time and operation difficulty of changing different printing sizes and patterns are greatly reduced.
The woven bag material has the disadvantages of large elasticity and easy stretching, and the material will have different degrees of deformation in the process of material acceleration and deceleration, which is easy to produce deviation of printing color. In addition, the load inertia of the printing roller is large, and it can only be started and stopped by slow acceleration and deceleration. According to the control mode of the general electronic cam, the traction shaft needs to mesh in the state where the printing roller is stopped, and then the printing roller and the traction roller are slowly accelerated to the running speed, which will lead to the large deviation of the chromatic accuracy of the acceleration and deceleration process, resulting in waste film. In order to overcome this difficulty, INVT optimizes the process of acceleration and deceleration of the printing roller through program optimization without printing, and after the printing roller accelerates to the production speed, the traction roller is then synchronously fed for printing action, avoiding the color deviation in the acceleration and deceleration process. At the same time, the high-precision color scale sensor is used to accurately adjust the bench marking at a running speed of 100 m/min.
1 The working principle and introduction of woven bag chromatic flexographic printing machine
1.1 The whole equipment
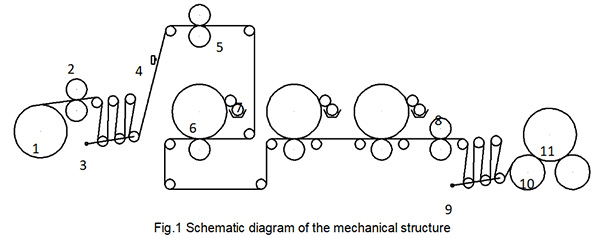
The parts of the woven bag chromatic flexographic printing machine include: unwinding frame, unwinding roller, material buffer mechanism, color mark sensor, front traction roller, printing roller, ink transfer roller, rear traction roller, hoard material buffer mechanism, winding roller, finished product
1.2 Unwinding action
The unwinding part is composed of a unwinding VFD, a stocking mechanism, a stocking potentiometer and deflection correction system.
In order to match the different material lengths and printing plate lengths, the action speed of the traction roller is synchronous speed - acceleration and deceleration - synchronous speed. It is necessary to smooth the discharge action of the stocking mechanism so that the discharge inverter runs at a uniform speed. After the controller PID calculation, the frequency of the VFD is adjusted, so that the tuning mechanism always runs within the analog signal range and maintains the stability of the discharge tension.
The deflection correction system is an external independent system, according to the position of the material edge feedback control motor left and right to move the discharge coil, control the alignment of the discharge side.
1.3 Traction action
The traction part is divided into two servo axes: front traction and rear traction.
Traction axis follows the planned electronic cam action according to the different material length and the length of the printing plate. Tension control between the traction by setting the back traction cam from the axis ratio to achieve, so that the back traction running speed is slightly faster than the front traction, to give a certain tension with the woven bags between the traction.
1.4 Printing action
The printing roller follows the spindle to do synchronous action, mainly at a uniform speed. Each printing roller has a set of uniform ink rollers with ink transfer cylinders and imprint rollers.
The flexible printing plate is pasted on the printing roller, and the ink transfer mechanism transfers the ink to the flexible printing plate, and then the printing plate is printed on the material.
1.5 Winding action
The winding part is composed of winding inverter, hoarding mechanism and hoarding potentiometer.
In order to match the different material lengths and printing plate lengths, the action speed of the traction roller is synchronous speed - acceleration and deceleration - synchronous speed. It is necessary to smooth the feeding action of the hoarding mechanism so that the receiving inverter runs at a uniform speed. After the PID calculation of the controller, the frequency of the inverter is adjusted, so that the tuning mechanism always runs within the analog signal range and maintains the stability of the receiving tension.
2 INVT Total Solutions
2.1 Solution introduction
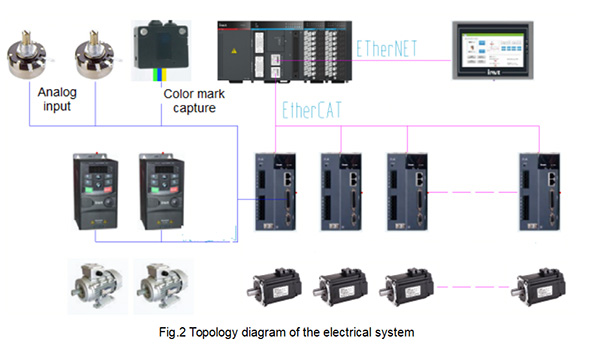
This solution adopts AX70 medium PLC, DA200 servo system, VS HMI, GD20 VFD full set of INVT electrical products. The AX70 PLC and servo are controlled synchronously via the EtherCAT high-speed bus. AX70 PLC and touch screen through Ethernet communication, 100M high-speed communication speed makes the touch screen interaction more smooth. The frequency of VFD is controlled by the analog output port of the servo drive which is modified by AX PLC via communication, which improves the frequency response speed of the VFD and saves electrical costs.
2.2 System topology diagram
2.3 Electrical selection
| Product name | Product type | Brand | Qty. |
| PLC CPU | AX70-C-1608P | INVT | 1 |
| DI module | AX-EM-1600D | INVT | 1 |
| DO module | AX-EM-0016DP | INVT | 1 |
| HMI | VS-102HCS | INVT | 1 |
| Servo drive | DA200-4R4-4 | INVT | 2 |
| Servo motor | MM18-4R4B-4 | INVT | 2 |
| Servo drive | DA200-2R0-4 | INVT | 3 |
| Servo motor | MM13-2R0E-4 | INVT | 3 |
| VFD | GD20 | INVT | 2 |
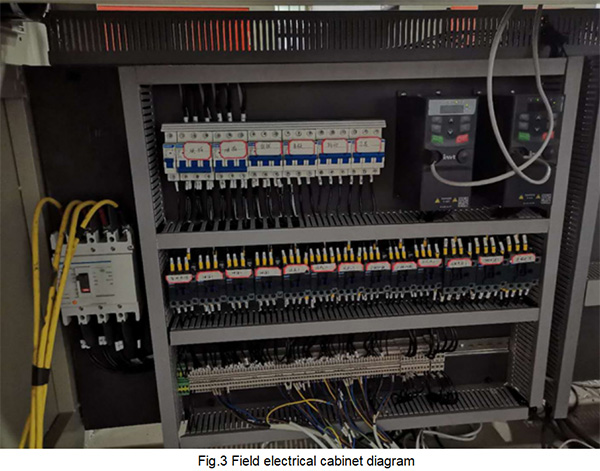
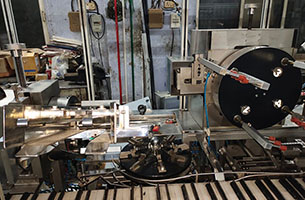
2.4 Field electrical cabinet diagram
3 Solution features
3.1 Full speed printing function
The previous printing system, using a single cam curve to plan different incoming material lengths and printing plate lengths, can only perform cam meshing in the state where the printing roller is stopped. Due to the limitations of the printing machine characteristics: First, the mechanical inertia of the roller is large, and it can only be slowly accelerated from 0 speed to the production speed. Second, the woven bag is a large tensile elastic material, which will have different position offsets at different speeds. The printing deviation between the acceleration section and the deceleration section is too large, resulting in waste films and waste of printing materials.
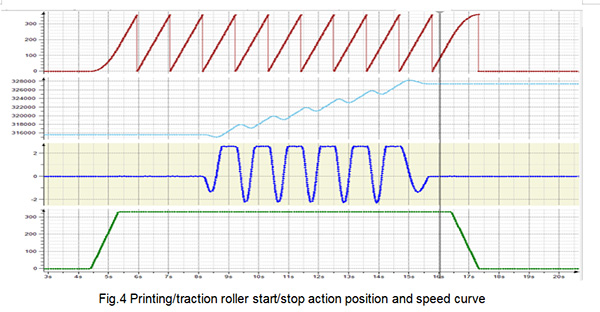
Now with the synchronous control function of INVT AX70 medium PLC cam, the printing roller and the woven bag can always be at the same production speed during the printing process, avoiding the printing deviation in the acceleration and deceleration section, and the full chromatic deviation of <0.8mm at a maximum production speed of 120 m/min.
After the printing roller enters the production speed and rotates 3 times to ink, the traction runs to accelerate the cam, directly accelerating to the production speed and printing simultaneously. When the deceleration is stopped, the traction runs the deceleration cam and directly disengages the printing. The printing roller then slows down again and stops. As shown in figure 4.
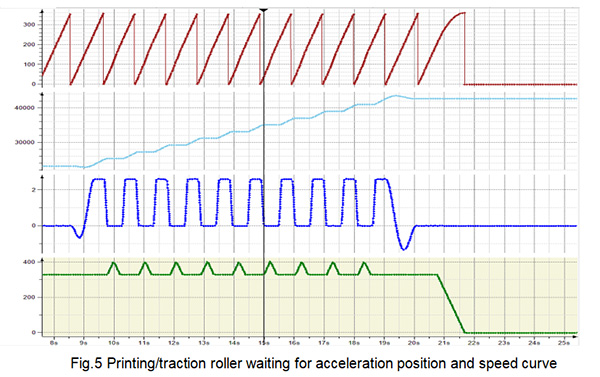
3.2Traction waiting section printing roller acceleration function
The printing roller is accelerated during the traction stop waiting phase, which speeds up the overall operation of the equipment without affecting the printing effect. At the same printing synchronization speed, the production speed can be increased by up to 30%.
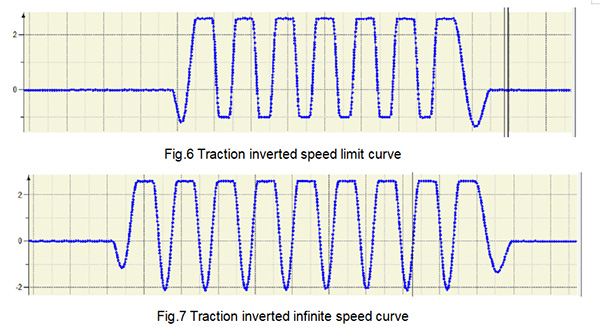
3.3 Minimum rewind speed with traction full plate reversing function
When printing at full plate, the tow shaft needs to be reversed with the material. Due to the material characteristics of the woven bag that is easily stretched, inverting the woven bag may be inverted and deformed. The maximum reversal speed is now limited, the reversal distance is reduced, and the woven bag stretch is reduced.
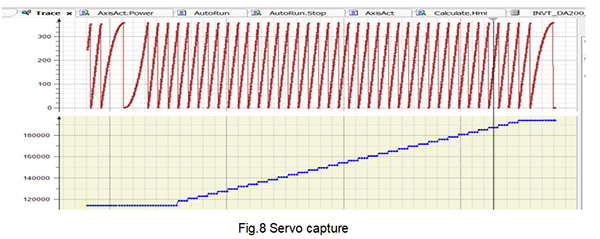
3.4Color mark servo DI capture function
The color mark capture adopts the servo-driven internal interrupt to grasp the encoder position, which has the advantages of high accuracy, the color mark is not easy to lose the standard, and the color mark alignment is grasped by the servo-driven internal interrupt to grasp the encoder position. In the case of a charging speed of 100 m/min, the bench marking accuracy reaches 0.15mm, and if there are multiple color mark grabbing signals in the color mark window, all the grasping positions will be compared and the grasping position with the smallest deviation will be selected. It has the characteristics of position deviation does not accumulate, and it is not afraid of individual color standard damage.
4 Conclusion
The overall solution of INVT woven bag chromatic flexography machine, using the flexible configuration switching function of Codesys electronic cam, has made progress in the function and performance of woven bag printing industry compared with the original competitors of customers. So that chromatic printing will not cause chromatic deviation due to acceleration and deceleration section, resulting in waste film. At the maximum production speed of 120m/min, the overall chromatic deviation is less than 0.8mm. When the incoming material speed is 100 m/min, the bench marking accuracy reaches 0.15 mm.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.
















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list